
Downloads
Download



This work is licensed under a Creative Commons Attribution 4.0 International License.
Article
Recycled Carbon Fibre Composites in Automotive Manufacturing
Jean-Baptiste R. G. Souppez 1, * , and Geethanjali S. Pavar 2
1 Department of Mechanical, Biomedical and Design Engineering, School of Engineering and Technology, College of Engineering and Physical Sciences, Aston University, Birmingham B4 7ET, UK.
2 Institute for Energy Systems, School of Engineering, University of Edinburgh, Edinburgh EH9 3JW, UK.
* Correspondence: j.souppez@aston.ac.uk
Received: 2 February 2023
Accepted: 22 February 2023
Published: 6 March 2023
Abstract: The contemporary need for lightweight and sustainable materials in automotive manufacturing has made recycled carbon fibre an attractive option. Yet, aspects such as the mechanical properties of short fibre composites need to be characterised to fully identify the capabilities and opportunities for recycled carbon fibre in the automotive industry. Consequently, this paper aims to ascertain the potential of recycled carbon fibre materials for automotive manufacturing by considering mechanical properties, design implications, and resulting costs and sustainability. Destructive testing is employed to characterise the mechanical properties of virgin carbon fibre (VCF), recycled carbon fibre (RCF) using pyrolysis, and blended recycled carbon fibre (BRCF) comprising 50% polypropylene fibre. Here we quantify (i) the reduction in mechanical properties, namely the tensile modulus and breaking strength, (ii) the resulting increase in required thickness and therefore mass for manufactured parts and (iii) the reduction in cost and embodied energy achieved for RCF and BRCF compared to VCF, based on both a stiffness- and a strength-driven design criterion. Furthermore, we present a decision-making methodology revealing BRCF as the most cost-effective solution, while RCF proves to be the most sustainable alternative. These results provide a novel quantitative assessment of recycled carbon fibre for automotive manufacturing and may contribute to future developments in sustainable composite manufacturing in the automotive industry.
Keywords:
composite recycling composite manufacturing automotive design high performance1. Introduction
There is a contemporary and growing need for lightweight [1–4] and sustainable [5–8] materials in automotive manufacturing. Composite materials, particularly carbon fibre, have proven highly beneficial for lightweight applications [9–11]. Sustainability concerns have prompted developments in natural (mineral and vegetal) [12–15] as well as recycled [16–18] composites. The latter is seen as particularly relevant owing to the high volume of end-of-life composite components and growing use of carbon fibre in manufacturing, and, thus, their potential to be reclaimed for the manufacturing of new products [19,20]. Recycled carbon fibre is, therefore, a material with significant interest and potential [21–23].
Recycled composite materials are characterised by short, non-continuous fibres [24]. This is in contrast with most virgin (i.e., non-recycled) composite materials, made of continuous fibres [25]. As such, there is a growing interest in the understanding of non-continuous carbon fibre to help bring recycled carbon fibre onto the market [26]. However, the lack of available mechanical properties for sustainable and recycled composites, ascertained experimentally following relevant ISO standards, leads to delays in the adoption of such materials by regulatory bodies and therefore their industrial applications [27,28]. This lack of availability of reliable mechanical properties also extends into non-continuous virgin carbon [29].
Consequently, this paper undertakes the destructive testing of short carbon fibre cloths, in accordance with the ISO 527-4:2021 [30] to characterise the mechanical properties of virgin carbon fibre, pyrolysis-recycled virgin carbon fibre, and a 50% polypropylene and 50% pyrolysis-recycled carbon fibre blend. To support industrial applications, the design implications in terms of thickness and mass of components are assessed, together with the cost and environmental impact. Ultimately, a decision-making objective function enables selection of the most suitable sustainable alternative to carbon fibre for multiple objectives. Here, the aim is to provide novel experimental data and evaluate the potential of recycled carbon fibre for automotive manufacturing.
The remainder of the paper is structured as follows. Section 2 details the methodology employed, including the materials and manufacturing of the samples, the quantification of mechanical properties and associated uncertainty. Then, Section 3 presents the results of the mechanical properties, the design and manufacturing implications, and multi-objective decision making. Finally, Section 4 summarizes the main findings of this study and their implications.
2. Methodology
2.1. Material and Manufacturing
Quasi-isotropic laminates are employed in this study, using a non-woven short carbon fibre cloth, namely chopped strand mat (CSM). The use of a quasi-isotropic laminate alleviates the need to perform tests at multiple orientations, while short fibres are characteristic of recycled composite and, thus, require further investigation [24–26]. Three types of carbon fibre materials are investigated:(1) virgin carbon fibre (VCF), (2) recycled carbon fibre (RCF) and (3) blended recycled carbon fibre (BRCF), as detailed below.
(1) Virgin carbon fibre. Virgin carbon fibre is made from carbon fibre tow. This is not a recycled material and, as such, acts as the control experiment.
(2) Recycled carbon fibre. Here, pyrolysis-recycled carbon fibre is employed. Pyrolysis uses high-temperatures to burn off the thermosetting resin, enabling recycling of the carbon fibre at the end-of-life stage. Pyrolysis requires a moderate energy demand (24–30 MJ·kg-1) compared to the high energy demand induced chemical recycling (21–91 MJ·kg-1). While mechanical recycling, or grinding, yields a comparatively lower energy demand (0.1–4.8 MJ·kg-1), it does not allow for fibre to be recycled. Consequently, pyrolysis recycling is investigated in this study as most representative of industry practice and a viable large scale recycling method [31].
(3) Blended recycled carbon fibre. A 50% polypropylene and 50% pyrolysis-recycled carbon fibre blend is employed. Recycled fibre, particularly carbon fibre, may be blended with lower cost material, here polypropylene. This enhances the mechanical properties of polypropylene while reducing the cost of carbon fibre. As such, this represents a more cost-effective alternative that is also worthy of investigation.
For each material, the panel laminate consists of 10 CSM plies, each having a dry mass  = 200 g·m-2. All three types of carbon fibre are encapsulated in epoxy resin. Epoxy was preferred to polyester or vinylester alternatives because the latter yield harmful styrene emissions [32]. Furthermore, carbon fibre is most commonly employed with epoxy resin for high performance applications. All panels were manufactured using the infusion manufacturing process, in which a 0.8 atm vacuum pressure was applied to the dry laminate and used to draw the resin through. Infusion is most representative of high-performance composite manufacturing in the automotive industry [33].
= 200 g·m-2. All three types of carbon fibre are encapsulated in epoxy resin. Epoxy was preferred to polyester or vinylester alternatives because the latter yield harmful styrene emissions [32]. Furthermore, carbon fibre is most commonly employed with epoxy resin for high performance applications. All panels were manufactured using the infusion manufacturing process, in which a 0.8 atm vacuum pressure was applied to the dry laminate and used to draw the resin through. Infusion is most representative of high-performance composite manufacturing in the automotive industry [33].
The thickness  of the panels can be estimated [29] as
of the panels can be estimated [29] as

where  and
and  are the fibre and matrix density, respectively, and
are the fibre and matrix density, respectively, and  is the fibre weight fraction, defined as the ratio of the dry fibre mass to the total mass of a composite laminate. The thickness estimation dictated the laminate stack design to meet the regulatory requirements for the samples’ thickness. Five samples (
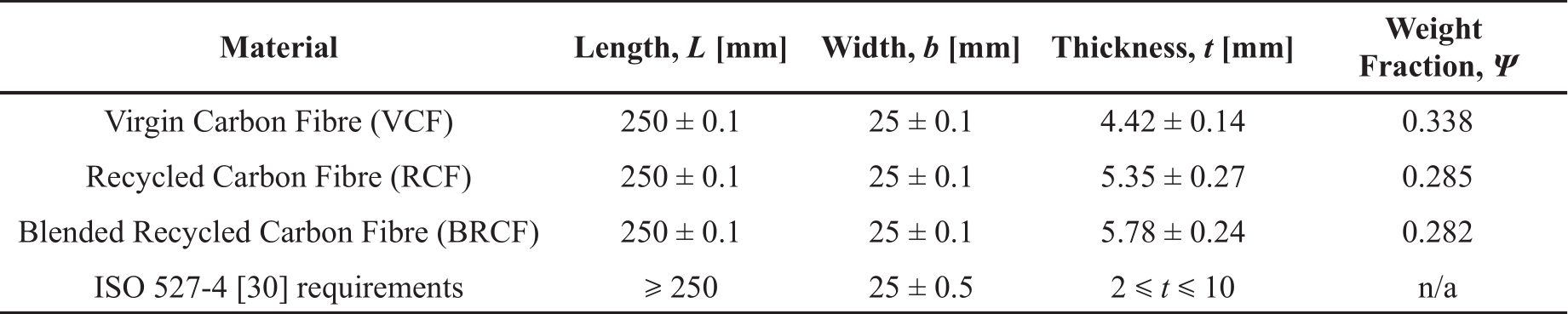
is the fibre weight fraction, defined as the ratio of the dry fibre mass to the total mass of a composite laminate. The thickness estimation dictated the laminate stack design to meet the regulatory requirements for the samples’ thickness. Five samples ( = 5) for each material were then cut from the panels. The dimensions of the rectangular samples are in accordance with the ISO 527-4:2021 [30] for the determination of tensile properties, employed for the assessment of the mechanical properties of composite materials [27]. The measured sample sizes are compared to the ISO requirements in Table 1.
= 5) for each material were then cut from the panels. The dimensions of the rectangular samples are in accordance with the ISO 527-4:2021 [30] for the determination of tensile properties, employed for the assessment of the mechanical properties of composite materials [27]. The measured sample sizes are compared to the ISO requirements in Table 1.
Table 1. Sample sizes ( n = 5) compared to the ISO 527-4 [30] requirements and fibre weight fractions.
2.2. Mechanical Testing
Experiments were undertaken on a universal uniaxial testing machine and in line with the ISO 527-4 requirements for tensile tests (see Figure 1). Five samples were tested for each material to yield statistically relevant mechanical properties. All tests were conducted at a fixed displacement-driven test speed of 2 mm·min-1. The applied force and displacement were sampled at 100 Hz. The maximum standard deviation of the displacement rate recorded was of the order of 10-7 mm·min-1. Note that, while the ISO 527-4 does not specify any displacement rate accuracy, the achieved standard deviation is well below the required accuracy of other mechanical test requirements [34,35], namely ±1% min-1 [34] and ±0.5 mm·min-1 [35].

Figure 1. Experimental setup.
Based on the recorded forces and displacements for each tested sample, the mechanical properties are assessed as follows. First, the tensile strain  is ascertained, using
is ascertained, using

where  is the recorded elongation. Then, the tensile stress
is the recorded elongation. Then, the tensile stress  is given as
is given as

where  is the recorded force. Finally, the least squares method is applied for
is the recorded force. Finally, the least squares method is applied for  (or yield, whichever occurs first) to give the tensile modulus
(or yield, whichever occurs first) to give the tensile modulus  , based on
, based on

2.3. Uncertainty Analysis
The uncertainty  associated with the results is the root sum of the precision
associated with the results is the root sum of the precision  and the bias
and the bias  , such that
, such that

The uncertainty is graphically represented in the form of vertical error bars in Section 3. The precision is defined as

where  is the t-value at the 95% confidence level and
is the t-value at the 95% confidence level and  is the standard deviation of the results. For = 5,
is the standard deviation of the results. For = 5,  = 2.776 [36].
= 2.776 [36].
The bias is a fixed error associated with the experimental setup and, thus, is constant for all experiments. The total bias limits of the stress and tensile modulus are  and
and  , respectively, and given in Equations (7) and (8). Because these quantities are not directly measured, the biases are a function of the individual biases for the variables in their regression equations, namely Equations (3) and (4), multiplied their sensitivity coefficients (partial differentials).
, respectively, and given in Equations (7) and (8). Because these quantities are not directly measured, the biases are a function of the individual biases for the variables in their regression equations, namely Equations (3) and (4), multiplied their sensitivity coefficients (partial differentials).

The force and displacement bias limit are based on the manufacturer’s specification for the load cell employed and are, respectively,  = 0.0001 N and
= 0.0001 N and  = 0.00005 mm. Other linear quantities are defined as half of the smallest measuring division, with
= 0.00005 mm. Other linear quantities are defined as half of the smallest measuring division, with  =
=  = 0.05 mm and
= 0.05 mm and  = 0.005 mm.
= 0.005 mm.
3. Results
3.1. Mechanical Properties
Figure 2 presents the tensile modulus for VCF, RCF and BRCF. There is a 28.64% loss in tensile modulus for RCF compared to VCF, which is associated with the fibre degradation as part of the recycling process. Furthermore, the remanufacturing process of recycled carbon fibre appears to induce a lower fibre weight fraction (see Table 1), which is associated with reduced mechanical properties [27]. Because all cloths are CSM, the fibre orientation does not affect the results, though it may prove to further reduce the tensile modulus of cloths with aligned fibres. There is a further reduction in the tensile modulus for BRCF of 57.11% and 39.91% compared to VCF and RCF, respectively. Here, the additional reduction arises from the inclusion of 50% polypropylene. Indeed, given the experimentally assessed tensile modulus of RCF at 4425.77 MPa and the tensile modulus of polypropylene circa 1300 MPa, application of the rule of mixtures [29] would yield a theoretical tensile modulus of 2862 MPa for BRCF. This compares well to the experimental value of 2659.59 ± 284.94 MPa. Therefore, the mechanical properties of BRCF are driven by the polypropylene content.
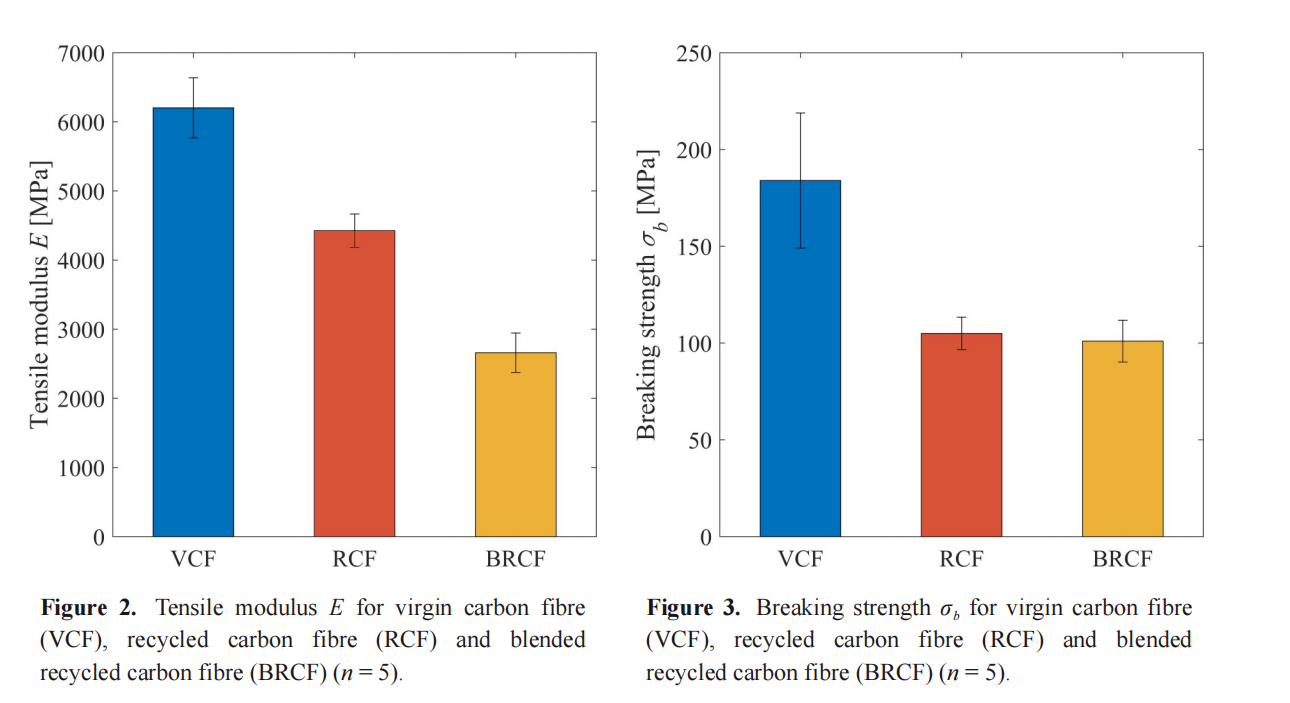
The results indicate a 43.00% and 45.21% loss in breaking strength for RCF and BRCF, respectively, compared to VCF. The difference between RCF and BRCF is minimal and within the uncertainty. However, despite similar breaking strength, there is a fundamental distinction in the failure mechanism, evidenced by the breaking strain  (see Figure 4).
(see Figure 4).
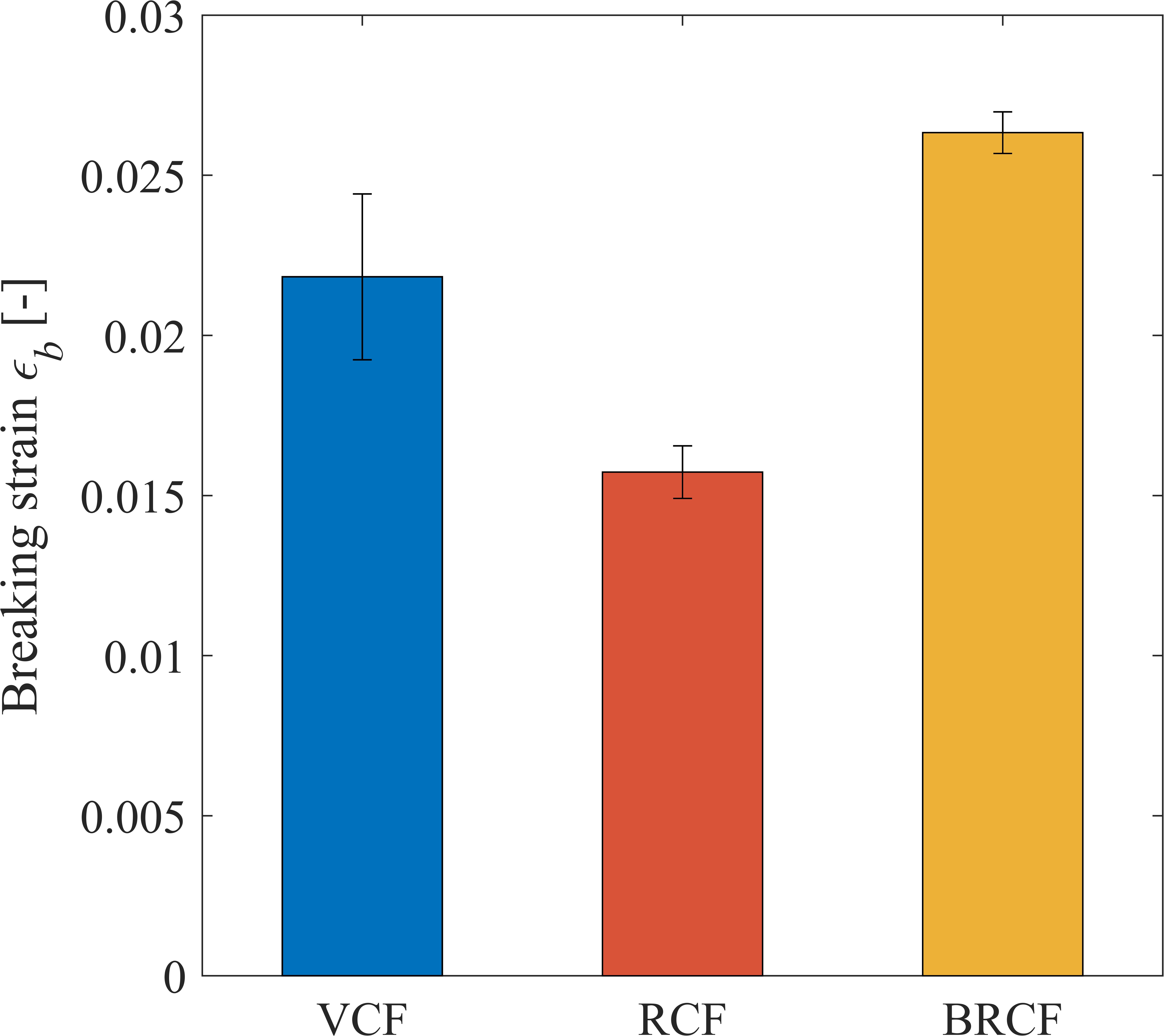
Figure 4.Breaking strain εb for virgin carbon fibre (VCF), recycled carbon fibre (RCF) and blended recycled carbon
fibre (BRCF) (n = 5).
Indeed, while the breaking strain of RCF is 27.94% lower than that of VCF, BRCF demonstrates a 20.61% higher breaking strain compared to VCF. This is a significant change in behaviour, driven by the polypropylene blend, and further demonstrates the potential of blended recycled carbon fibre in the tailoring of its mechanical properties, beyond the reduction in cost. The results for the tensile modulus, breaking strength and breaking strain of each material are summarized in Table 2.
Table 2. Average values ( n = 5) of the tensile modulus E , breaking strength σ b and strain at break ε b , for virgin carbon fibre (VCF), recycled carbon fibre (RCF) and blended recycled carbon fibre (BRCF).

The recycling of carbon fibre yields a loss in mechanical properties, quantified here for the tensile modulus, breaking strength and breaking strain. The use of polypropylene, blended with recycled carbon fibre, has been shown to alter the mechanical properties. The design implications, particularly in terms of material thickness, mass, cost and environmental impact, remain to be characterized.
3.2. Design and Manufacturing Implications
For a given design pressure  , and span
, and span  , the required thickness for stiffness-driven and strength-driven panels are given in Equations (9) and (10), respectively [37].
, the required thickness for stiffness-driven and strength-driven panels are given in Equations (9) and (10), respectively [37].

The design stress  includes a factor of safety [38]. Assuming an identical value for all three materials, the value of the factor of safety may be neglected for the comparative calculations undertaken in this section. However, for design purposes, average experimental values should not be used. Instead, the lesser of 90% of the average value or the average value minus two standard deviations should be employed. The design values for the tensile modulus and strength are presented in Table 3.
includes a factor of safety [38]. Assuming an identical value for all three materials, the value of the factor of safety may be neglected for the comparative calculations undertaken in this section. However, for design purposes, average experimental values should not be used. Instead, the lesser of 90% of the average value or the average value minus two standard deviations should be employed. The design values for the tensile modulus and strength are presented in Table 3.
Table 3. Design values of the tensile modulus E and design strength σ d , for virgin carbon fibre (VCF), recycled carbon fibre (RCF) and blended recycled carbon fibre (BRCF).

To quantify the change in thickness of a recycled material (RCF or BRCF) compared to the virgin carbon fibre, the equivalent thickness ratio  is defined. The thickness is the required thickness for a given material, based on either a stiffness- (Equation (9)) or strength- (Equation (10)) driven criterion. This is then divided by the equivalent thickness
is defined. The thickness is the required thickness for a given material, based on either a stiffness- (Equation (9)) or strength- (Equation (10)) driven criterion. This is then divided by the equivalent thickness  , which represents the thickness of a VCF panel. Therefore,
, which represents the thickness of a VCF panel. Therefore,  for VCF, and
for VCF, and  for a panel thicker than its VCF equivalent. The results are shown in Figure 5.
for a panel thicker than its VCF equivalent. The results are shown in Figure 5.
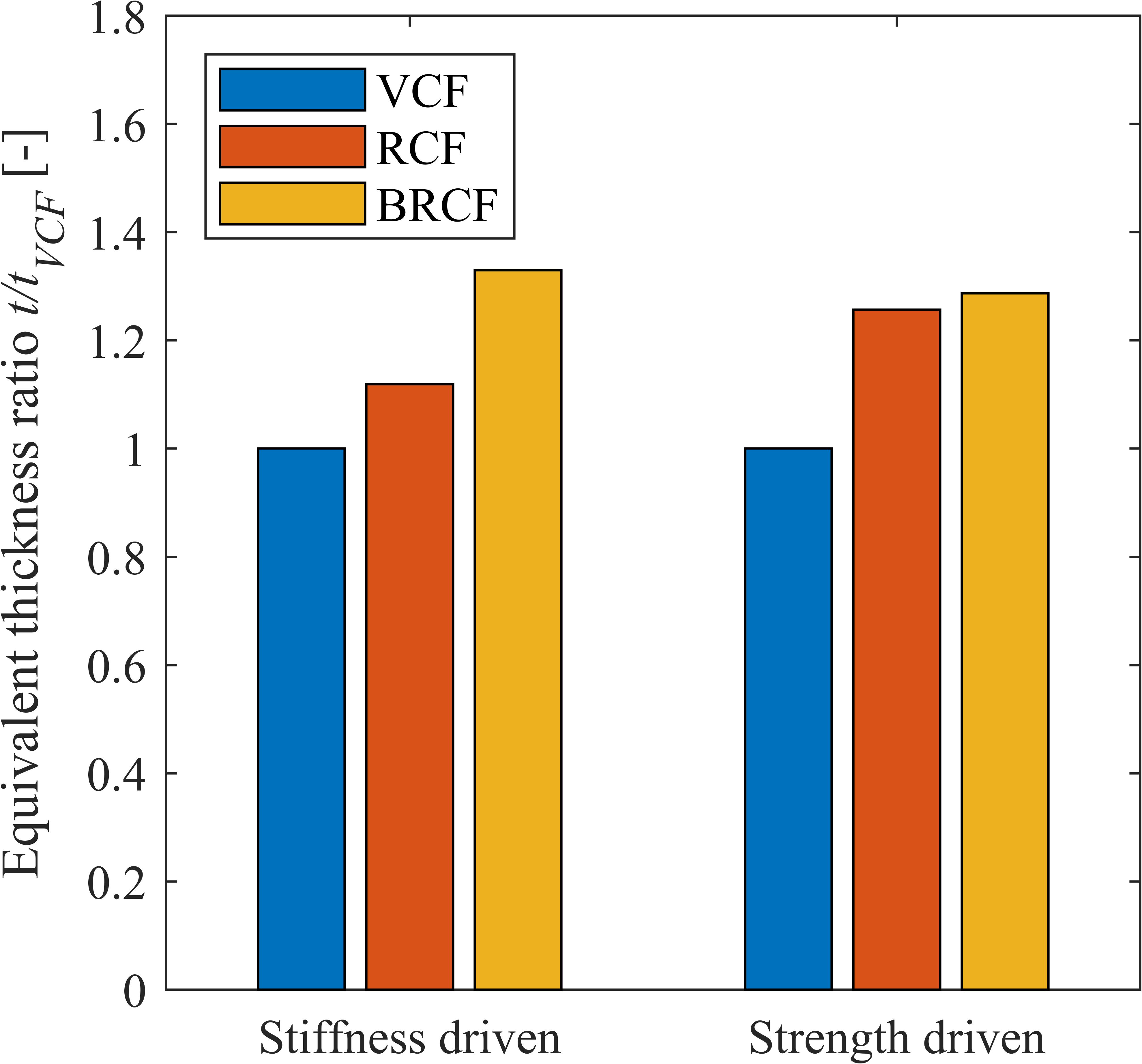
Figure 5. Equivalent thickness ratio t/tVCF for stiffness- and strength-driven design using virgin carbon fibre (VCF),
recycled carbon fibre (RCF) and blended recycled carbon fibre (BRCF).
For a unit thickness, the mass  is computed as follows.
is computed as follows.

The equivalent mass ratio  is then employed to assess the increase in mass (
is then employed to assess the increase in mass ( ) required to compensate for the lower mechanical properties of RCF and BRCF to match the performance of VCF. For VCF,
) required to compensate for the lower mechanical properties of RCF and BRCF to match the performance of VCF. For VCF,  . The results are presented in Figure 6.
. The results are presented in Figure 6.
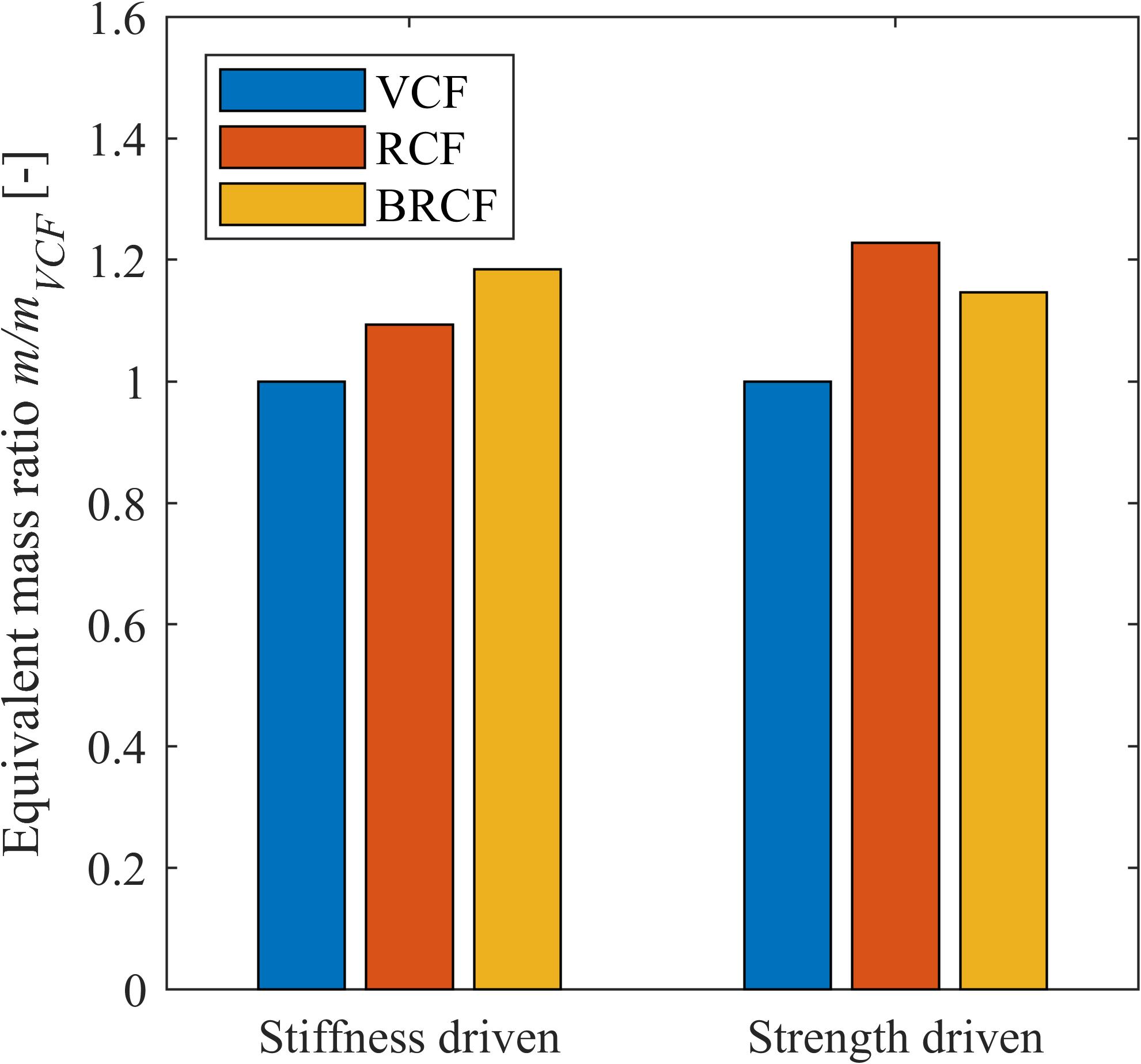
Figure 6. Equivalent mass ratio m/mVCF for stiffness- and strength-driven design using virgin carbon fibre (VCF),
recycled carbon fibre (RCF) and blended recycled carbon fibre (BRCF).
The loss of mechanical properties identified in Section 3.1 necessitates increases in the thickness and consequently mass for both stiffness and strength driven panels. This may, however, be as low as 9.37% for RCF under a stiffness-driven criterion, which would apply to single-skin panels, most commonly found in automotive manufacturing. This small increase in mass should be compared to the reductions in cost and environmental impact associated with recycled carbon fibre. Therefore, these will be quantified.
3.3. Objective Function and Decision Making
Compared to VCF, RCF and BRCF yield significant reductions in both cost  (67.89% and 81.02%, respectively) and embodied energy
(67.89% and 81.02%, respectively) and embodied energy  (94.19% and 81.12%, respectively). These are both drivers behind the use of RCF and BRCF in automotive manufacturing. While the addition of polypropylene in BRCF allows further reduction in cost (40.90% lower than RCF), owing to the low price of polypropylene, this is associated with more than a three-fold increase in embodied energy, as shown in Table 4.
(94.19% and 81.12%, respectively). These are both drivers behind the use of RCF and BRCF in automotive manufacturing. While the addition of polypropylene in BRCF allows further reduction in cost (40.90% lower than RCF), owing to the low price of polypropylene, this is associated with more than a three-fold increase in embodied energy, as shown in Table 4.
Table 4. Average cost C and embodied energy H m values for virgin carbon fibre (VCF), recycled carbon fibre (RCF) and blended recycled carbon fibre (BRCF). Includes data from [39] and [40].

Both cost and embodied energy are extensive material properties, i.e., they vary directly with the amount of material employed. Section 3.2 evidenced an increase in mass due to the lower mechanical properties of recycled carbon fibre compared to virgin fibre. Here, an objective function  is defined to quantify the cost and embodied energy savings achieved, taking into account both the increased masses in Section 3.2 and average properties in Table 4. The objective function is computed as
is defined to quantify the cost and embodied energy savings achieved, taking into account both the increased masses in Section 3.2 and average properties in Table 4. The objective function is computed as

where  is the equivalent embodied energy ratio,
is the equivalent embodied energy ratio,  is the equivalent cost ratio, and
is the equivalent cost ratio, and  is the relative importance coefficient ( = 1 for a solely embodied energy-driven decision, = 0 for a solely cost-driven decision and = 0.5 for an equal weighting). For stiffness- and strength-driven design, = 1 for VCF, which is the reference case. The lower the value of , the more optimised a design is for its given objective (embodied energy or cost reduction in this instance). The results for 0 ≤ ≤ 1 are presented in Figure 7.
is the relative importance coefficient ( = 1 for a solely embodied energy-driven decision, = 0 for a solely cost-driven decision and = 0.5 for an equal weighting). For stiffness- and strength-driven design, = 1 for VCF, which is the reference case. The lower the value of , the more optimised a design is for its given objective (embodied energy or cost reduction in this instance). The results for 0 ≤ ≤ 1 are presented in Figure 7.
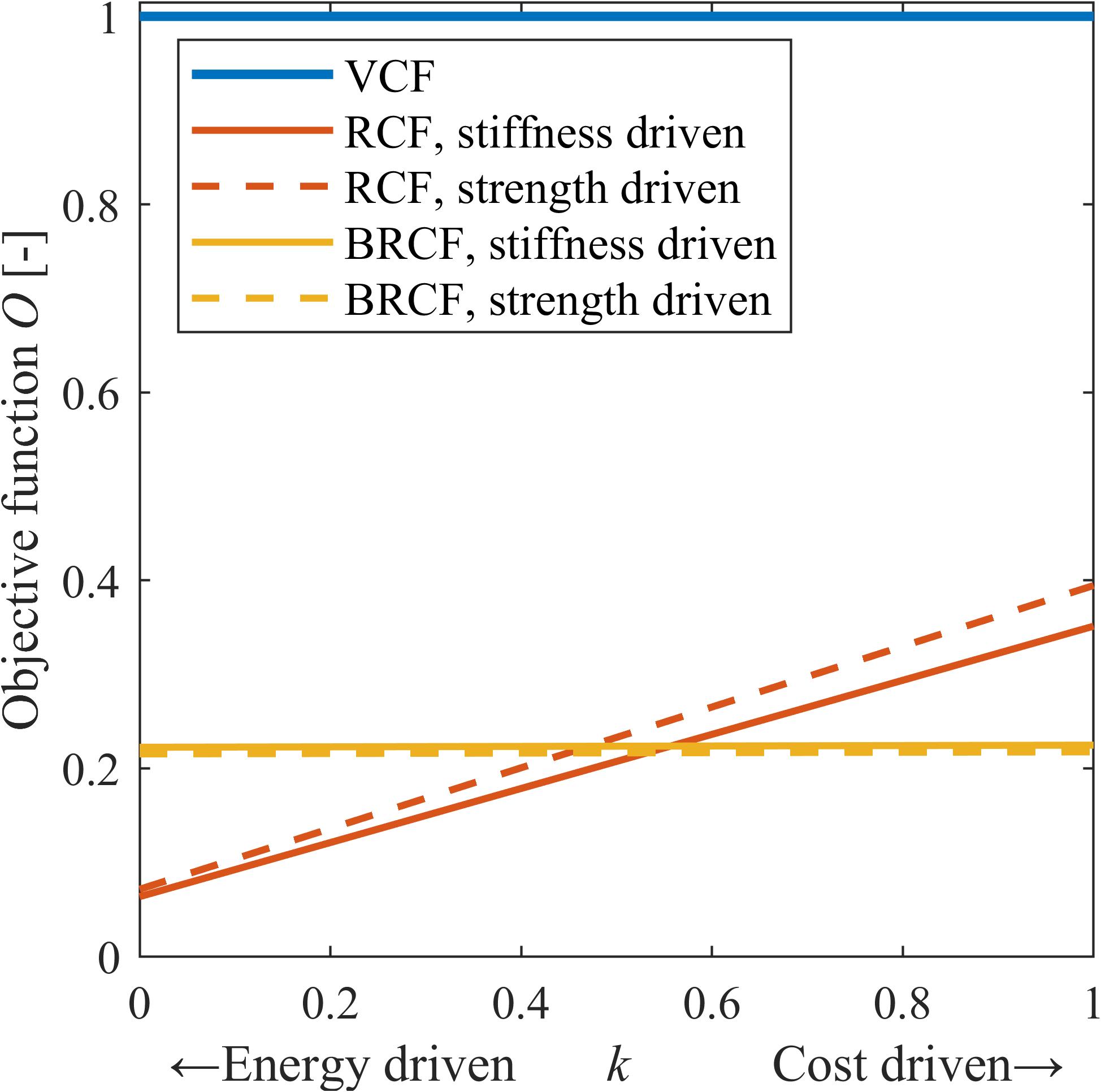
Figure 7. Objective function for stiffness- and strength-driven design using virgin carbon fibre (VCF), recycled carbon fibre (RCF) and blended recycled carbon fibre (BRCF).
The results yield a very clear divide between RCF, which provides the greatest reduction in embodied energy compared to both VCF and BRCF, and BRCF, which achieves the lowest overall cost. This is a direct consequence of the polypropylene blend, to use of which is intended to reduce the cost. There is, however, a strong manufacturing argument in favour of RCF over BRCF: its coefficient of thermal expansion. For manufacturing process involving the application of heat, it is essential to maintain the same coefficient of thermal expansion for the mould and part. While the loss of mechanical properties of recycled carbon fibre may be critical for high performance and weight critical applications, making VCF most attractive for structural parts, RCF would benefit from retaining the same coefficient of thermal expansion. This would, therefore, make moulds an ideal application of recycled carbon fibre in high performance racing cars, resulting in lower cost and higher sustainability.
4. Conclusions
Experimental characterization of the mechanical properties of virgin carbon fibre, recycled virgin carbon fibre and blended recycled virgin carbon fibre (comprising 50% polypropylene fibre) has been undertaken using short fibre mats in accordance with the relevant ISO standards. The aim was to quantify the potential of recycled carbon fibre compared to virgin carbon fibre for automotive manufacturing.
There is a reduction in mechanical properties, namely the tensile modulus and breaking strength, for recycled carbon fibre compared to virgin carbon fibre, which is associated with fibre degradation during the recycling process and a lower fibre weight fraction. The mechanical properties are further influenced in the case of blended recycled carbon fibre by the blend material, in this instance polypropylene, which causes a further reduction in the value of the tensile modulus. Because of the loss of mechanical properties, recycled carbon fibre is associated with a moderate increase in both thickness and mass compared to virgin carbon fibre, which has been quantified in this work for both stiffness- and strength-driven design criteria, the former being more representative of the single-skin panels employed in automotive manufacturing.
Both recycled and blended recycled carbon fibre yielded significant reductions in cost and embodied energy, key considerations for the manufacturing of automotive parts. Blended recycled carbon fibre proved to be the most suitable option for cost driven application, owing to the low cost of the polypropylene component. However, the recycled carbon fibre yielded the lowest environmental impact. Furthermore, recycled carbon fibre maintains the same coefficient of thermal expansion as virgin carbon fibre, making it an attractive material for the manufacturing of the moulds in high performance racing cars, where the weight driven design would require the use of virgin carbon fibre for the structural parts.
These results provide a novel quantitative assessment of the mechanical properties, equivalent cost and embodied energy of recycled carbon fibre, together with a supporting decision-making methodology. It is envisaged that these results may support future automotive designs and may contribute to further developments in sustainable composite manufacturing in the automotive industry.
Author Contributions: Conceptualization: J.-B.R.G.S.; formal analysis: J.-B.R.G.S.; methodology: J.-B.R.G.S.;validation: G.S.P.; writing—original draft: J.-B.R.G.S.; writing—review and editing: G.S.P.; Both authors have read and agreed to the published version of the manuscript.
Funding: This research received no external funding.
Data Availability Statement: Data available on request from the authors.
Ethics approval statement: Proper considerations have been given to any ethical issues arising from this work.
Conflicts of Interest: The authors have no conflict of interest to disclose.
References
- Zhou X.Y. ; Jiang J. ; Hu Z.L. ; et al . Lightweight Materials in Electric Vehicles. International Journal of Automotive Manufacturing and Materials 2022, 1(1) 4. https://www.sciltp.com/journals/ijamm/article/view/122
- Taub A.I. ; Luo A.A. Advanced lightweight materials and manufacturing processes for automotive applications. Mrs Bulletin 2015, 40(12), 1045–1054. https://doi.org/10.1557/mrs.2015.268
- Yancey, R.N. Challenges, opportunities, and perspectives on lightweight composite structures: aerospace versus automotive. In Lightweight Composite Structures in Transport, Njuguna, J., ed.; Woodhead Publishing: Sawston, Cambridge, UK, 2016, 35–52. https://doi.org/10.1016/B978-1-78242-325-6.00002-5
- Zhang W. ; Xu J. Advanced lightweight materials for Automobiles: A review. Materials & Design 2022, 221, 110994. https://doi.org/10.1016/j.matdes.2022.110994
- Liu,Z. Current Progress in Automobile Design and Manufacturing. International Journal of Automotive Manufacturing and Materials 2022, 1(1) 11. https://www.sciltp.com/journals/ijamm/article/view/219
- Giampieri A. ; Ling-Chin J. ; Ma Z. ; et al . A review of the current automotive manufacturing practice from an energy perspective. Applied Energy 2020, 261, 114074. https://doi.org/10.1016/j.apenergy.2019.114074
- Mayyas A. ; Qattawi A. ; Omar M. ; Shan D. Design for sustainability in automotive industry: A comprehensive review. Renewable and Sustainable Energy Reviews 2012, 16(4), 1845–1862. https://doi.org/10.1016/j.rser.2012.01.012
- Kumar V. ; Sutherland J.W. Sustainability of the automotive recycling infrastructure: review of current research and identification of future challenges. International Journal of Sustainable Manufacturing 2008, 1(1–2), 145–167. https://doi.org/10.1504/IJSM.2008.019231
- Mallick, P.K. Thermoplastics and thermoplastic–matrix composites for lightweight automotive structures. In Materials, Design and Manufacturing for Lightweight Vehicles, 2nd ed.; Mallick, P.K., ed.; Woodhead Publishing: Sawston, Cambridge, UK, 2021, 187–228. https://doi.org/10.1016/B978-0-12-818712-8.00005-7
- Das, S. The cost of automotive polymer composites: a review and assessment of DOE's lightweight materials composites research; Oak Ridge National Laboratory: Oak Ridge, TN, USA, 2001.
- Witik R.A. ; Payet J. ; Michaud V. ; et al . Assessing the life cycle costs and environmental performance of lightweight materials in automobile applications. Composites Part A: Applied Science and Manufacturing 2011, 42(11), 1694–1709. https://doi.org/10.1016/j.compositesa.2011.07.024
- Puglia D. ; Biagiotti J. ; Kenny J. A review on natural fibre-based composites—Part II: Application of natural reinforcements in composite materials for automotive industry. Journal of Natural Fibers 2005, 1(3), 23–65. https://doi.org/10.1300/J395v01n03_03
- Dixit S. ; Goel R. ; Dubey A. ; et al . Natural fibre reinforced polymer composite materials-a review. Polymers from Renewable Resources 2017, 8(2), 71–78. https://doi.org/10.1177/204124791700800203
- Rajak D.K. ; Pagar D.D. ; Kumar R. ; et al . Recent progress of reinforcement materials: a comprehensive overview of composite materials. Journal of Materials Research and Technology 2019, 8(6), 6354–6374. https://doi.org/10.1016/j.jmrt.2019.09.068
- Sri Lestari, M. A Study of Basalt Fibres Composite on 23 Cruise Sailing Yacht m . Thesis Master , The University of Liege, Belgium , 2017.
- Yang Y. ; Boom R. ; Irion B. ; et al . Recycling of composite materials. Chemical Engineering and Processing: Process Intensification 2012, 51, 53–68. https://doi.org/10.1016/j.cep.2011.09.007
- Krauklis A.E. ; Karl C.W. ; Gagani A.I. ; et al . Composite material recycling technology—state-of-the-art and sustainable development for the 2020s. Journal of Composites Science 2021, 5(1), 28. https://doi.org/10.3390/jcs5010028
- Khalid M.Y. ; Arif Z.U. ; Ahmed W. ; et al . Recent trends in recycling and reusing techniques of different plastic polymers and their composite materials. Sustainable Materials and Technologies 2021, 31, e00382. https://doi.org/10.1016/j.susmat.2021.e00382
- Isa A. ; Nosbi N. ; Che IsmailM. ; et al . A review on recycling of carbon fibres: methods to reinforce and expected fibre composite degradations. Materials 2022, 15(14), 4991. https://doi.org/10.3390/ma15144991
- Khurshid M.F. ; Hengstermann M. ; Hasan M.M.B. ; et al . Recent developments in the processing of waste carbon fibre for thermoplastic composites–A review. Journal of Composite Materials 2020, 54(14), 1925–1944. https://doi.org/10.1177/0021998319886043
- Kim K.S. ; Bae K.M. ; Oh S.Y. ; et al . Trend of carbon fiber-reinforced composites for lightweight vehicles. Elastomers and Composites 2012, 47(1), 65–74. https://doi.org/10.7473/EC.2012.47.1.065
- Zhang J. ; Chevali V.S. ; Wang H. ; et al . Current status of carbon fibre and carbon fibre composites recycling. Composites Part B: Engineering 2020, 193, 108053. https://doi.org/10.1016/j.compositesb.2020.108053
- Pimenta S. ; Pinho S.T. Recycling carbon fibre reinforced polymers for structural applications: Technology review and market outlook. Waste Management 2011, 31(2), 378–392. https://doi.org/10.1016/j.wasman.2010.09.019
- Quan D. ; Farooq U. ; Zhao G. ; et al . Recycled carbon fibre mats for interlayer toughening of carbon fibre/epoxy composites. Materials & Design 2022, 218, 110671. https://doi.org/10.1016/j.matdes.2022.110671
- Brooks R.A. ; Wang H. ; Ding Z. ; et al . A review on stamp forming of continuous fibre-reinforced thermoplastics. International Journal of Lightweight Materials and Manufacture 2022, 5(3), 411–430. https://doi.org/10.1016/j.ijlmm.2022.05.001
- Fazeli M. ; Liu X. ; Rudd C. The effect of waterborne polyurethane coating on the mechanical properties of epoxy-based composite containing recycled carbon fibres. Surfaces and Interfaces 2022, 29, 101684. https://doi.org/10.1016/j.surfin.2021.101684
- Souppez, J.-B.R.G. Structural Design of High Performance Composite Sailing Yachts Under the New BS EN ISO 12215-5. Journal of Sailing Technology 2018, 3, 1–18. https://doi.org/10.5957.jst.2018.02.
- Truelock D. ; Lavroff J. ; Pearson D. ; et al . ISSC committee V.5 special vessels. In Proceedings of the 21st International Ship and Offshore Structures Congress (ISSC 2022), WangX., PeggN., eds.; Vancouver, Canada, 11–15 September 2022.
- ISO. ISO 12215-5:2019 Small craft - Hull construction and scantlings - Part 5: Design pressures for monohulls, design stresses, scantlings determination, 2019, International Organization for Standardization, Geneva, Switzerland. Available online: https://www.iso.org/standard/69552.html (Accessed on 27 February 2023).
- ISO. ISO 527-4:2021 Plastics - Determination of tensile properties - Part 4: Test conditions for isotropic and orthotropic fibre-reinforced plastic composites, 2021, International Organization for Standardization, Geneva, Switzerland. Available online: https://www.iso.org/standard/80369.html (Accessed on 27 February 2023).
- Pakdel E. ; Kashi S. ; Varley R. ; et al . Recent progress in recycling carbon fibre reinforced composites and dry carbon fibre wastes. Resources, Conservation and Recycling 2021, 166, 105340. https://doi.org/10.1016/j.resconrec.2020.105340.
- Castillo L. ; Baldwin M. ; Sassine M.P. ; et al . Cumulative exposure to styrene and visual functions. American Journal of Industrial Medicine 2001, 39(4), 351–360. https://doi.org/10.1002/ajim.1025.
- Souppez J.-B.R.G. ; Laci J. Ultimate Strength of Quasi-Isotropic Composites: ISO 12215-5: 2019 Validation. International Journal of Maritime Engineering 2022, 164(A2), 237–246. https://doi.org/10.5750/ijme.v164iA2.1178.
- ISO. ISO 178:2019 Plastics - Determination of flexural properties, 2019, International Organization for Standardization, Geneva, Switzerland. Available online: https://www.iso.org/standard/70513.html (Accessed on 27 February 2023).
- ISO. ISO 14126:1999 Fibre-reinforced plastic composites - Determination of compressive properties in the in-plane direction, 1999, International Organization for Standardization, Geneva, Switzerland. Available online: https://www.iso.org/standard/23638.html (Accessed on 27 February 2023).
- Coleman H.W. ; Steele W .G. Engineering application of experimental uncertainty analysis. AIAA Journal 1995, 33(10), 1888–1896. https://doi.org/10.2514/3.12742.
- Souppez, J.-B.R.G. Ships and Maritime Transportation. In: Springer Handbook of Mechanical Engineering. Grote, K.H., Hefazi, H., eds.; Springer, Cham, Switzerland, 2021, 1139–1164. https://doi.org/10.1007/978-3-030-47035-7_25.
- Belgrano, G. Working load to break load: safety factors in composite yacht structures. In: High Performance Yacht Design Conference, Auckland, New Zealand, Marine Manager, SP Systems, giovanni. belgrano@ spsystems. com. Paper: P2002-7 Proceedings . 2002.
- Asmatulu E. ; Twomey J. ; Overcash M. Recycling of fiber-reinforced composites and direct structural composite recycling concept. Journal of Composite Materials 2014, 48(5), 593–608. https://doi.org/10.1177/0021998313476325.
- Oliveux G. ; Dandy L.O. ; Leeke G.A. Current status of recycling of fibre reinforced polymers: Review of technologies, reuse and resulting properties. Progress in Materials Science 2015, 72, 61–99. https://doi.org/10.1016/j.pmatsci.2015.01.004.


